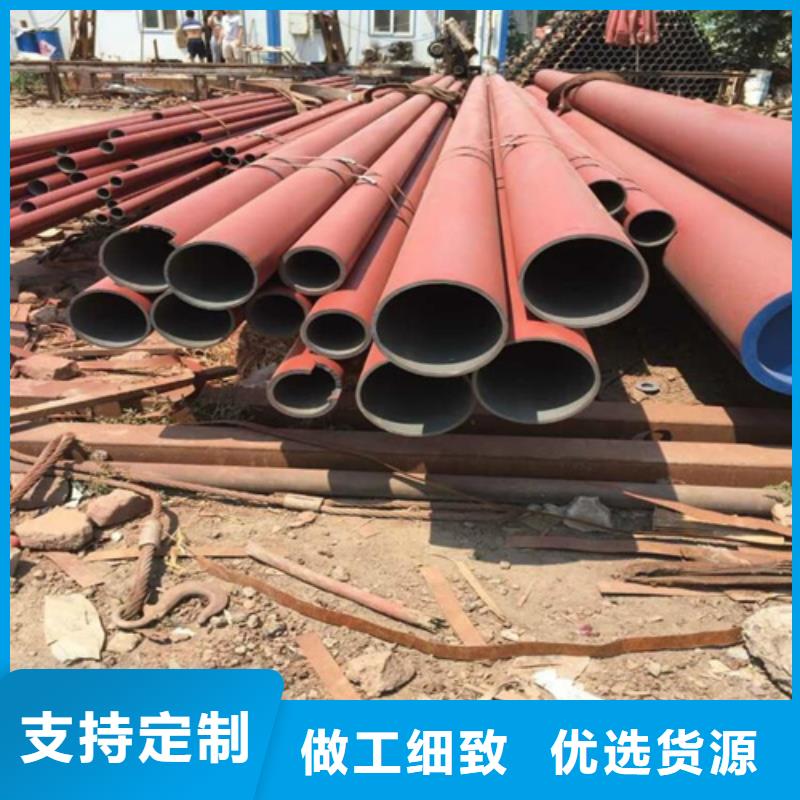



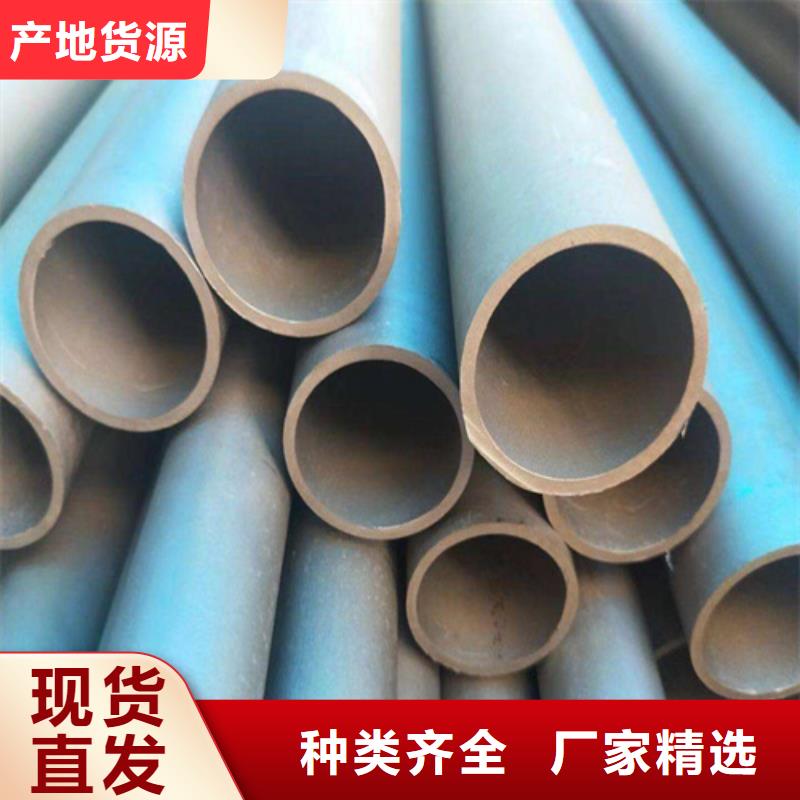

酸洗处理产品特点优势:碳钢酸洗钝化钢管酸洗和钝化合二为一,大大提高了劳动生产率2: 酸洗钝化液的使用和操作非常方便,磷化无缝钢管槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。钝化,有时也称“酸洗”金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,磷化无缝钢管钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能酸洗钝化无缝钢管。
酸洗钝化无缝钢管据介绍,2022年宝钢股份将着力五方面能力,即推进由产品销售向产品经营模式转变;开发关键钢铁材料,持续实现技术引领;全力推进绿色低碳发展;加快智慧产线、智慧基地建设,以数智化加速升级为生产经营赋能,并进一步效率。酸洗钝化无缝钢管作为引进消化吸收海外技术建立起来的钢铁企业,宝钢实际上把“对标找差”刻在发展的基因里。近年来,宝钢再将“对标找差”的目光延伸到国内同行。“在坚持和世界****钢铁企业对标的基础上,通过主动走出去、迎进来,与方大特钢、华菱钢铁、普阳钢铁等多家国内****同行开展日益频繁的对标交流学习,以实际行动做到敢于与****者‘对标’,与**强者‘比拼’,与**快者‘赛跑’。”邹继新表示。
无缝钢管热处理时油的闪点是指油表面的蒸气和空气自然混合时,与火相接触而出现火苗的温度,它的温度的高低,对淬火零件的性有一定的影响。酸洗钝化无缝钢管常见的矿物油的闪点为:10号机械油为165℃,20号机械油为170℃,30号机械油为180℃,40号机械油为190℃,过热汽缸油hg- 52、62分别为300℃、315℃,合成汽缸油hg-65h、72h分别为325℃、340℃。一般而言,汽缸主要用于回火用油。无缝钢管在加工处理的时候要进行热处理技术,这项热处理技术一般的温度要达到上百度,有的还可能达到上千度,这就要高性能的加工技术进行处理。酸洗钝化无缝钢管等模具钢材,一般在热处理过程中的淬火用油,多采用矿物油,如:10号、20号、30号等机械油,针对不同的模具零件,个别热处理企业使用0号柴油、7号机械油等。油的序号越高,黏度越大,闪点就越高。一般闪点在150~300℃之间。
酸洗钝化无缝钢管1、酸洗工在工作前必须穿戴好劳动保护用品,在工作中认真检查工作现场有无障碍、吊带是否完好无损,确认完好后方可进行工作。2、酸洗主要采用盐酸酸洗,采用水来配制盐酸,盐酸含量为18~20%比较合适。3、酸洗工工作前首先了解酸的浓度、温度及本槽酸洗管的吨位。4、吊管时两根吊带要离开端头1.3米左右,防止吊弯钢管,造成镀锌管内漏;在往酸槽下管时,钢管要倾斜15°,先下自己站立的一端,防止喷酸伤人。5、钢管每次酸洗,重量在2~5吨为宜,时间5~15分钟。